
Guided Auger Boring Set-up
Guided Auger Boring is rapidly becoming one of the most popular and cost-effective trenchless methods to accurately install steel casing for underground utilities. Contractors around the world have utilized industry advancements in both guided boring as well as auger boring technology to successfully complete projects that were not possible just a couple years ago.
Every successful project requires a proper set-up. Guided Auger Boring (GAB) is no exception. Today, I’d like to cover some general GAB set-up tips & tricks that may serve as a refresher to some contractors and should help clarify what is needed for those thinking of getting into the technology in the future. As any good article should state, not all projects are created equal, and the final set-up and design should be a team effort between the contractor and design engineer. The end goal should always be the same. Success!
A large percentage of GAB crossings range between 80 to 400-ft in length while traversing under existing highways, railways, or utilities. It is often difficult to gather accurate geotechnical information along the alignment due to restrictions, however the information is critical at both the launch and reception shaft locations in order to determine the type of shoring required to excavate and perform work safely.
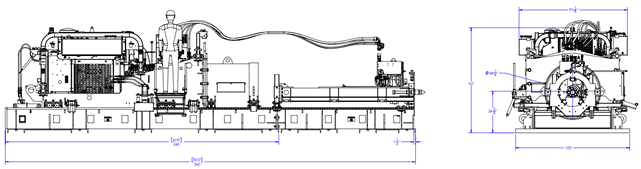
A typical launch shaft for GAB is constructed to a surveyed elevation determined by the type of auger bore machine, the diameter of casing pipe, and length of casing to be installed. As an example, shown below in Figure 1, a Michael Byrne Manufacturing Model MBM D48/60 requires a 36.38” floor-to-centerline dimension. The initial shaft floor elevation and pit length does not typically differ between a standard jack-and-bore operation and a guided auger bore when the appropriate equipment is used.
A stable shaft floor must be constructed suitable for the total weight of the GAB system plus weight of a loaded casing. Typically, a shaft uses 12-inches of stone for a dry shaft or 6-inches or more of a concrete base. When using the preferred graded stone base shaft, it is recommended to place 1-in thick road plates or other solid material under the skid rails if leveling assemblies are used for stability. Once the rails are properly adjusted to appropriate line and grade, it may be necessary to also anchor them laterally to prevent shifting under loading conditions.
A reaction block is required behind the ABM skid to counteract any thrust forces produced by either the ABM or GBM operation. Typical designed by a structural engineer during the design phase, these reaction blocks can be constructed from concrete blocks, driven sheets & pilings, or custom designed. The reaction block should be rated to withstand the required thrust to successfully complete the alignment.
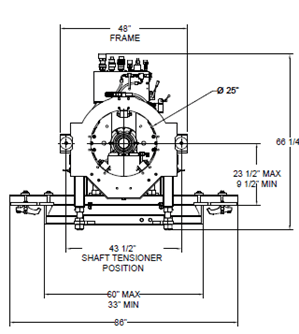
Once the auger bore rails and backstop are in place, the auger bore power unit can be lowered into the launch shaft and coupled to the track followed by the Akkerman 240A GBM unit. The Akkerman 240A GBM uses an adjustable base frame that allows it to be paired with various types and sizes of auger boring units. Figure 2 shows the versatility of the 240A GBM frame adjustment. The ABM power unit will serve as the reaction block for the Akkerman 240A while it installs pilot tubes on line and grade.
The Akkerman 240A GBM system can then be powered by an external diesel or electric power pack (shown in Figure 3) allowing for maximum versatility for contractors with multiple boring units or types OR can be coupled directly to MBM auger boring unit that is fitted with the guided auger boring package.
Proper set-up of the equipment in the launch shaft is critical for trenchless installations that require tight line and grade accuracy. Survey points should be double checked and confirmed by a competent person whenever possible to eliminate unnecessary errors.
In future articles, we will discuss the guidance system set-up and calibration as it relates to guided auger boring as well as selecting the right steering head for your ground conditions. For more detailed information on equipment operation such as shaft set-up, guidance system operation, or site preparation, please feel free to download your equipment Operator’s manual online by following the link below.
NASTT No-Dig Conference
April 10 – 13 | Booth #216
Come see us at the NASTT No-Dig Conference and check out the latest machinery redefining trenchless solutions.
Akkerman will be open for tours April 13 and 14. Visit the factory to see where the solutions are made.
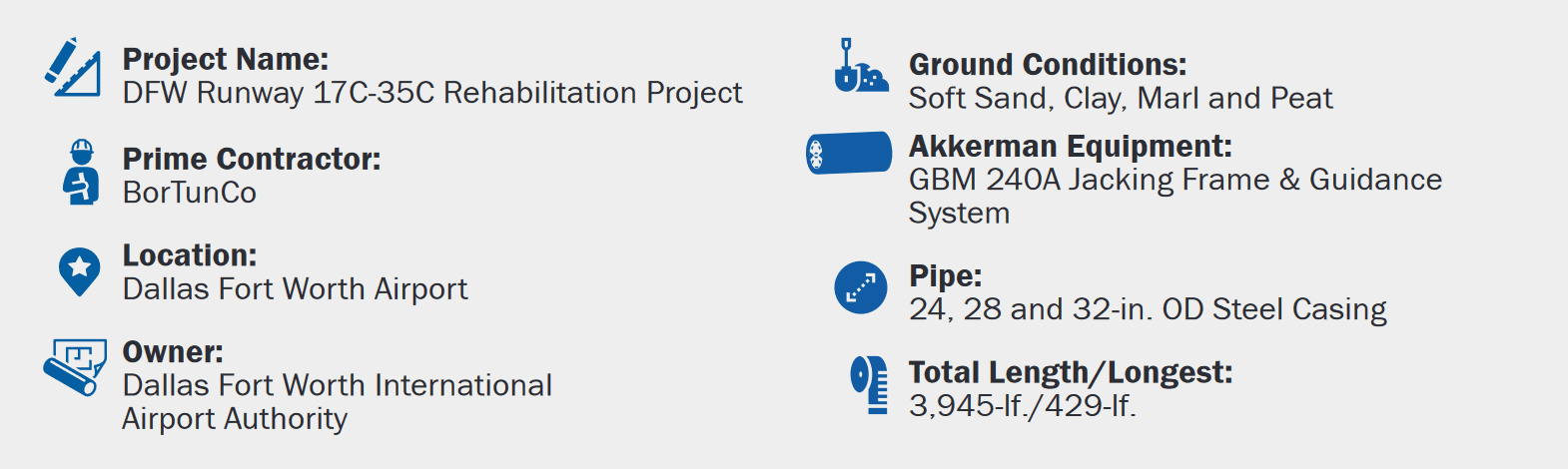
DFW Runway 17C-35C Rehabilitation Project
Project Overview
The DFW Runway 17C-35C Rehabilitation project replaced 6,000-feet of runway, including resurfacing and a weather-resistant asphalt overlay, shoulder reconstruction, the addition of a new parallel high-speed taxiway, and upgraded runway status lighting and electrical as the primary objectives.
Minimization of closures and minimized disruption was pertinent to all construction goals for the project owner.
BorTunCo’s contract included the installation of 3,945-feet of 24, 28 and 32-inch outside diameter steel casing pipes which were filled with 10-to 20-way, two-inch electrical conduits under the taxiways connecting to runway 17C/35C.
The Challenges
- 16 bores under runway 17C-35C’s connecting taxiways
- Potential risk on longest bore of 429-lf.
- Average of five foot of cover above the pipe crown
- Limited allowable work zones
- Owner dictated construction sequences and schedules
- Daily airport security clearances required for the crew
- Atypical, seasonally difficult weather
The Solution
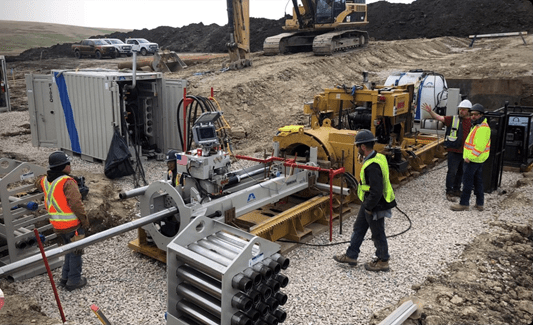
Guided auger boring was selected as the ideal means of installation for the casing. Installation of pilot tubes ahead of the steel casing served as a probing tool to confirm that the path of the bore was viable and helped to identify differing ground conditions or obstructions. When the pilot tube string’s steering head reached the reception shaft, steel casing installation commenced with the auger boring machine and a sequence of tooling. The use of the pilot tube system eliminated the risks associated with uncontrolled line and grade.
Outcome
- All 16 bores completed accurately, and ahead of schedule without disruption to airport activity
- Multiple crews and two shifts to contend with weather conditions for project completion in 93 working days

Congratulations

Cameron Landherr has been appointed to the newly created role of Technical Support and Service Manager.
Brad states in his announcement message, “Akkerman has an outstanding team of technical experts and a portfolio of remarkable equipment that continues to grow. Cameron will be focused on Redefining Trenchless Solutions from the standpoint of the Technical Support and Services that we provide to our customers. This is a new position for Akkerman, and we are excited to grow and advance Technical Support and Services as a core business function with Cameron’s leadership.”
15th Akkiversary
On March 5, 2007, Laura Anderson began employment at Akkerman as its first dedicated, in-house full-time marketing employee.
Upon college graduation with a B.S. in Communications, Laura began her professional career as Special Events Director for the Home Builders Association on Chester and Delaware Counties in Pennsylvania. In 2001, she moved to Northfield, Minnesota, and was employed as an Executive Assistant at a non-profit agency in Minneapolis. Laura later accepted a position as Alumni Events Coordinator in the alumni department at St. Olaf College, and later as a Marketing and Program Administrator for the college’s career service department. In 2006, she married Daryl, moved to Brownsdale, and took a position with the Paramount Theater before coming to Akkerman. Despite the industry, all these positions combined writing and project, events, and website management, graphic design, and many other forms of digital and written communication.
Depending on who you ask, the definition of marketing is very different from one organization to another. The nature of marketing has changed significantly in the last ten years, with many more options for capturing metrics and ROI. Still, the need for good communication principles and an eye for design aesthetics is essential. For 14 years at Akkerman, Laura wrote and published project articles, newsletters, technical papers, press releases, designed product literature and advertisements, managed the website, and executed company events. In 2011, as corporate social media profiles began to gain momentum, she started actively posting to the Akkerman Facebook page. Later she added Twitter, LinkedIn, and Instagram company profiles into the mix.

In March 2021, Laura was promoted to her current position as Internal Communications Director to broaden and create communication channels inside Akkerman and assist with information dissemination.
She states, “I’m very proud of what we accomplish at Akkerman. I’m grateful for the creative diversity that each day possesses in my new position – it’s truly satisfying.”
Staff Highlight
Dalton Hoover began his employment at Akkerman on April 3, 2017. In his five years, he’s been in many roles, from welding, assembly, and inventory before his recent appointment to Inventory Control Manager.

In the words of Troy Stokes. “The phone rings on a Friday and the customer states, ‘My job is shut down and I need a piece of equipment right away. Can you ship it today?’ I put out the order and Dalton answers the bell by somehow finding a truck on a Friday afternoon. I passed that news along to the customer who was ecstatic that they will receive their lube pump on Monday morning in time to get their job back on track. Not too long after our little premature happy dance, Dalton received word that the truck scheduled to pick up our equipment had been in an accident and would not be able to take our equipment to Virginia. Back to square one. The search went on into the evening and spilled over to Saturday morning. At 10:57 a.m., I received a message from Dalton stating that he had found a replacement truck and it was loaded and soon to be en route to Richmond. The tenacity shown by Dalton exemplifies who Akkerman is and why our customers continue to rely on us.”
Admirable Qualities
- Tenacious
- Committed
- Team Player