
What about the IJS?
Written by: Jon Valin

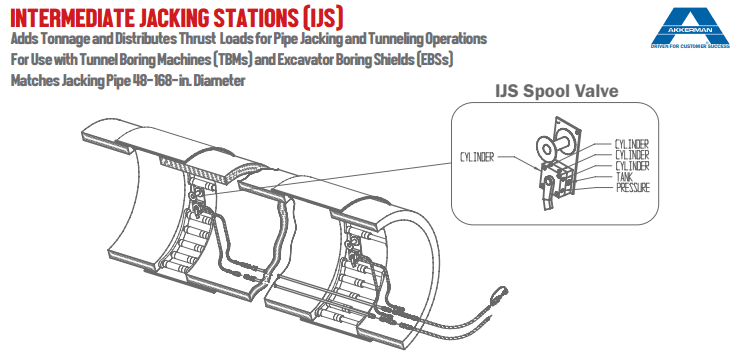
Intermediate Jacking Stations
Many are familiar with the Intermediate Jacking Station, also known as an IJS. As our industry grows and time passes many new to the trenchless industry may not be. With this said we often receive such questions asking what an IJS consists of, why they are utilized, and where to install it.
Each Intermediate Jacking Station is fabricated to match the joint specification and thrust design requirement of the jacking pipe that is to be installed. These may be designed for a specific project under extreme conditions, or simply a specific type of jacking pipe. An IJS station for slurry microtunneling can be quite elaborate as it will require sealing capability, while an IJS for conventional pipe jacking is quite fundamental. The primary components of the IJS are the outer can, thrust structure, and hydraulic cylinders.
The IJS is an important component of the pipe jacking method as it distributes jacking forces along the entire pipe string to overcome the resistance between the pipe and the surrounding soils. A common misconception is an IJS adds additional thrust force to the pipe string. Simply, by placing an IJS station within the pipe string, the contractor is placing another thrust “location” within the pipe string. The operator then can advance multiple “smaller sections” of tunnel making the movement of the entire tunnel more manageable.
The contractor or design engineer may want to utilize a single IJS or series of intermediate jacking stations when the length of the pipe being installed is going to exceed the capacity of the jacking equipment, safety factor of the jacking pipe, or the loading conditions of the jacking shaft. Intermediate jacking stations are also intentionally installed by contractors closer to the TBM in harder ground, such as hard clays or rock, for smoother TBM face loading and to allow additional joint flexibility for alignment correction.
The placement and spacing of intermediate jacking stations may be calculated based on several factors, including pipe specifications, ground conditions, and the overall alignment of the pipe string. While it is important to perform calculations to estimate the number of IJS stations that may be required on a project, the trenchless contractor should control when to install the IJS based on tunneling conditions as conditions change. Since intermediate jacking stations are designed to be installed in the launch shaft, they must be installed BEFORE an issue becomes apparent. This is why they have become so comparable to a good insurance policy. They are better to have and to not use, than to need and be without.

5th Akkiversary
Welder Mitch Unverzagt celebrates his five years with Akkerman on March 25. When you ask him, he’ll tell you that he just plain “loves welding.” Mitch inherited the welding gene from his father and could never consider another career.
During his high school years, in addition to helping his dad, Mitch also welded for his uncle at Midwest Millwright in McIntire, IA.
After high school, Mitch became employed by R&S Grain Systems in Dexter, manufacturer of grain handling equipment, performing welding, and laser, shearing and press brake fabrication. In the evenings, he concurrently worked for Warmka Welding in Grand Meadow, welding river dredges.
Mitch was referred to Akkerman by high school classmate Jake and hired by Jared. The work was appealing because it was unlike any other welding he had performed.
When asked what stands out about his work, he replied, “I enjoy the different processes and new opportunities at Akkerman.” Each day, he encounters a variety of challenges, which contribute to his job satisfaction.
Mitch appreciates that Akkerman employees are respected and treated equally. He also enjoys the family atmosphere and the flexibility afforded to employees.
Mitch’s ambition knows no bounds, and he’s always working several side gigs. Since December, his current gig has him welding aluminum enclosed trailer frames for a dealership that finishes them into ice houses and horse trailers.
He spends his free time in the summers camping in Wabasha, riding his Harley- Davidson, and attending bike and car shows year-round. He’s currently completing a custom Yamaha bobber bike. He also has two project trucks— both ’79 Fords, a two-wheel drive short box for show, and a four-wheel long box. He’s looking forward to attending Bike Week in Dayton, FL, in early March.
When you see Mitch, congratulate him for his five years and thank him for contributing his welding skills and passion to our quality equipment.
No-Dig North 2024
Please note! There was a last-minute change in the event date for No Dig. Our printed calendars contain the previous date. The correct date for the No-Dig North event is October 28 – 30. Please make a note of this change and adjust your schedules accordingly!
The End of an Era
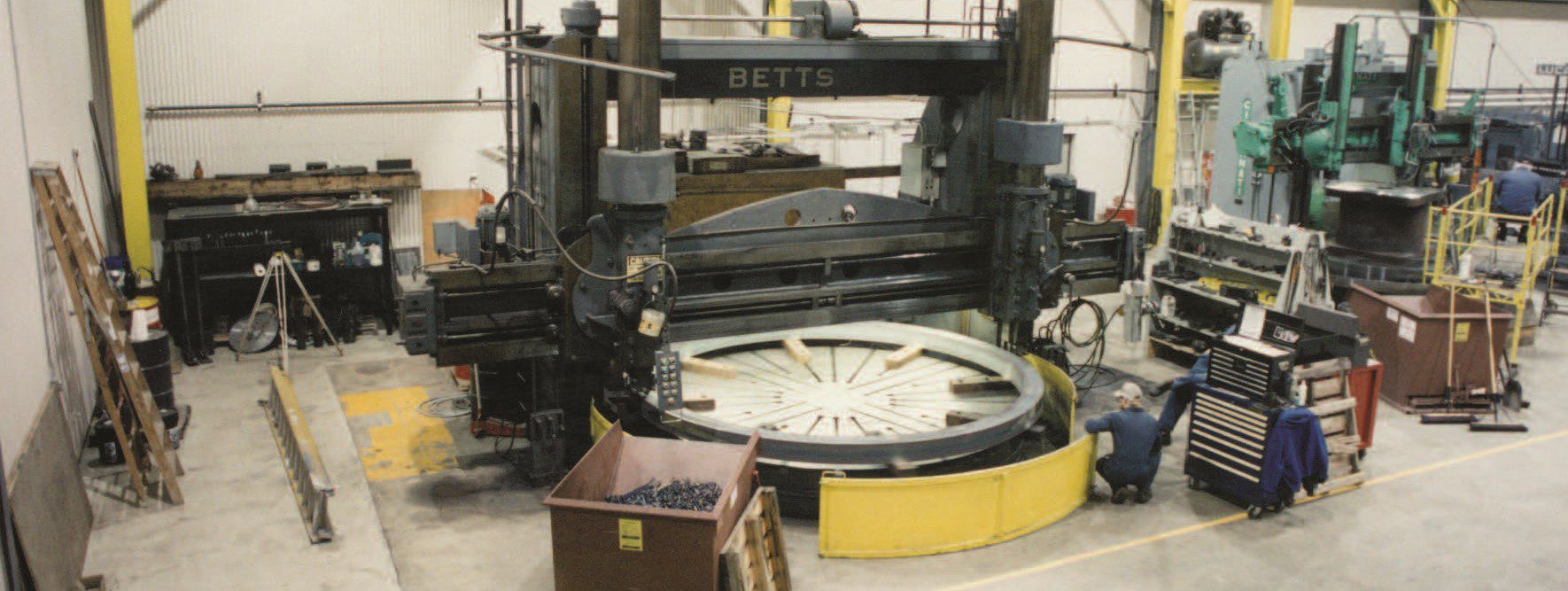
On Monday, February 19, we said goodbye to the final components from the BETTS Boring mill—a machine that’s been a workhorse and focal point in our machining department for 38 years, but whose origins began much earlier.
This BETTS Vertical Boring Mill, manufactured by the Betts Machine Co., was originally purchased in 1942 by crane manufacturer American Hoist and Derrick Co. of St. Paul, Minnesota.
In support of the World War II efforts, American Hoist and Derrick Co. used the BETTS to machine tank turrets, then after the war, to machine cranes, winches, and hoists, their primary portfolio of equipment. When American Hoist and Derrick Co. changed directions in the 1980s, Akkerman purchased the vertical boring mill in 1986, filling our need to machine projects up to 168 inches in diameter.
To accommodate its size and weight, a stand-alone building was constructed around and below the mill, featuring special footings and subsurface access for maintenance (which at one time also served as the tornado shelter access point for the machining department).
From its acquisition in 1986 until 2019, the Akkerman machining department used the BETTS daily to machine projects until it was replaced with the Okuma VTR-350A, which offers newer technology with additional functionality. In recent years, the BETTS was used in a backup capacity. With newer, multi-faceted, and more efficient technology, maintaining the BETTS, which also consumed prime real estate in the machining department, no longer made sense.
We will fondly recall the BETTS as a testament to advanced engineering and the legacy of our machining capabilities.
It was a difficult decision to decommission the BETTS boring mill after so many years of service. Ultimately, the decision to remove it came down to a few key factors.
First, the BETTS was used less in recent years, especially after adding the VTR-350A, which essentially provides three machines in one. Secondly, routine maintenance on the BETTS consumed large intervals of time, where it was necessary to partially tear down the machine to replace worn items, involving many resources. Lastly, the BETTS took up valuable shop floor space in the machining department.
The vacated space is being prepared for a modern, smaller VTL—a Momentum MVL 15iM. It’s a heavy-duty VTL with milling and right-angle drilling and milling. The Momentum has a 63-inch diameter cut and is anticipated for delivery in mid-April 2024.
We elected to pit mount this VTL, as we did with the VTR- 350A, to allow easy table access while operating, loading, and unloading parts. The excavation proved to be a bit more involved than anticipated, so in the end, removing the massive BETTS footing down to the concrete floor slab was easier. We poured the footing for the new VTL and brought the grade up using pea rock for the 6-inch floor around the footing.
The Momentum will add capacity to turning mid-size parts. We’ll get many more rpm’s out of this machine (up to 312 rpm), which is needed for efficient cuts. For reference, Cincinnati is 43 rpm, VTR-350A is 160 rpm, and BETTS was at 20 rpm.
Investing in these types and sizes of machines is necessary due to the nature and quantity of the parts we produce. In addition, these machines are not as common in the outsourcing market, which makes sending out our specialty parts more difficult.
The one thing the BETTS had over all machines was the 168-inch turning diameter. Our current largest machine is the VTR-350A, which has a maximum turning diameter of 137 inches. We will outsource this work with future large shield builds or consider segmenting the rings.
Cottonwood & Hackberry Creek WW Interceptor Improvements

Design Engineer: Super Excavators, Inc. – Menomonee Falls, WI
Location: Irving, TX
Ground Conditions: Clay
Type of Installation: Slurry Microtunneling
Material: 60-in. Hobas FRP – Jacking Pipe
Footage Installation: 2,115-lf curved (longest) / 4,670-lf (total project) – 7 drives
Equipment: Akkerman SL60C MTBM System, AZ-100 Guidance System, Lube & Jacking Can, ABIS, MT-K Jacking System
Super Excavators, Inc. optimized the microtunnel installation by replacing several shorter tunnel drives with the introduction of a 2,115-LF curved alignment. The curved alignment was continually monitored by the Akkerman AZ-100 guidance system and the exceptional crews successfully completed the long drive on-target with low thrust requirements.